2.7.1 Husqvarna 35mmCR/WR 1972RT Install Only |
||
|
1972 - Thick Piston Ring Stock |
This is an "RT Only" installation. It requires extensive machining and welding.
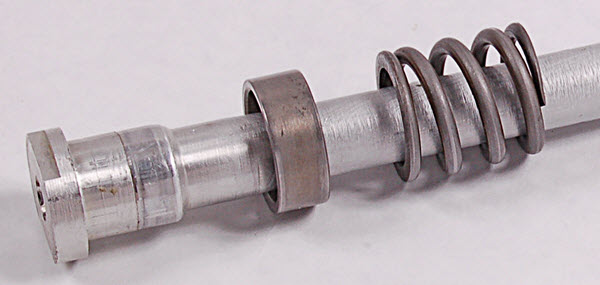
1972 The 1972 is a bit different than the 73-74. The stock 1972 has a check valve in the bottom of the chrome tube. It has a series of small holes running the length of the damping rod and the rod itself is tapered. Check to make sure the top-out spring is a press fit on the damping rod. |
|
|
Click on the image to enlarge. |
Get the instructions
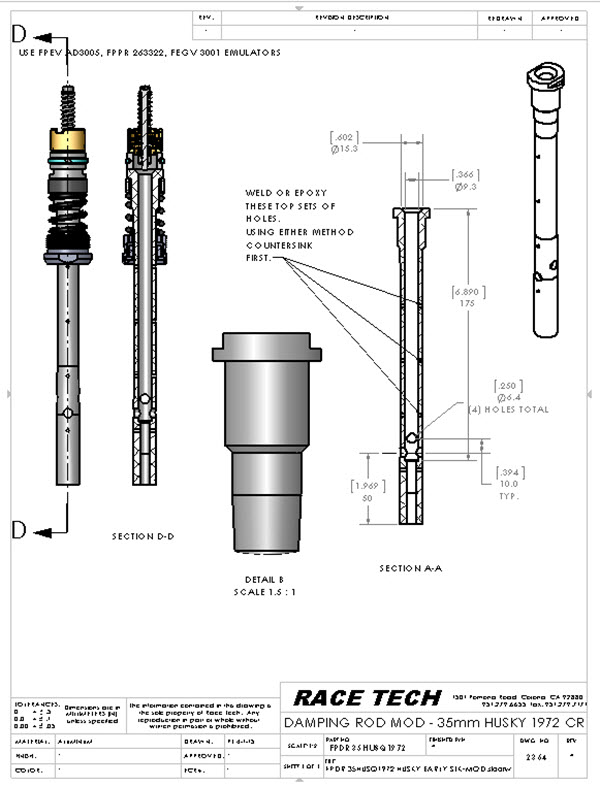
Click on the image on the left to open the .pdf for specific machining instructions. This doc explains what to do to 1972 models. Bore the ID The stock ID is way too restrictive and will cause harshness if not drilled. Enlarge the compression feed Drill the two existing large compression damping holes to 6mm (1/4") and add 1 more sets of holes (4 holes total) at 10mm increments above the stock holes. Each set must be at 90 degrees to the last set. See .pdf. Fill the small holes Fill the top 3 sets of small holes with weld or JB Weld or other good epoxy. It is best to prepare for epoxy or welding by cutting a chamfer with a countersink so there is fresh metal. file and sand the high spots evenly with the existing surface. Do not remove existing metal from the damping rod surface. |
|
| **Critical
|
Bore the ID - This is CRITICAL! The ID of the damping rod must be drilled out to 9.5mm (3/8") to a depth of 175mm from the top. This is best accomplished on a lathe. If you don't have experience drilling deep bores in aluminum get help. |
|
| It is vital that FEGV AD3005 P Emulator Adapters are used with FEGV 3001 Emulators.
See Standard Emulator Instructions for preload and oil level.
|
||
With the switch to the new racetech website and systems we are requesting each user reset their password in our system. Simply use our forgot password feature on the login page to reset yours.